【アーカイヴ】Gibson Factory Tourレポート2013
※こちらの記事は過去にイケベWEBに掲載していたいコンテンツを、再編集の上公開しております。

みなさまこんにちは、Angus Ogawaです。
本日紹介するアーカイヴ記事は、
2013年に、イケベスタッフがアメリカ合衆国テネシー州ナッシュビルにあるGibson Custom Shopへ行ってきた際のレポートとなります。
改めて読み返しましたが、Gibsonの伝統と卓越したクオリティがなぜ生まれるのかがひしひしと伝わってくる内容になっております。

材の選定

雪がぱらつき凍える中、寒さとは裏腹に、心燃え上がり車にて現地入り。到着して目に飛び込んできた建物からは、伝統を感じさせる特別な風格があり、圧巻の一言です。

迎え入れてくれたのはセールス担当のトム・ファール氏。工場内へと案内してくださいました。

工場に入ると数千にも及ぶ大量のメイプル材が用意されていて、この木材の中からHistoric Collection ’59 Les Paul、’58 Les Paulとなる木材の選定を行いました。

一枚一枚を丹念に杢目の入り方、方向性、深さやフレック、ふしなどをチェックし選定を進めていきました。

揮発性の高い液体を吹きかける事で杢目をはっきりと確認できる様になります。


型を当て、線を描く事で完成のイメージがしやすくなります。

こちらが数千枚の中から、今回参加したディーラー皆さんで力を合わせ、約六時間弱の時間をかけて選定したメイプル材です
Gibson Custom Shop Factory Tour
待ちに待ったCustom Shopファクトリー・ツアーを行って頂きました。

まず最初に案内して頂いたのが、アーチトップのL-5やL-4を作るセクション!
カラマズーの頃からの製法で作り、ボディ型も補正をしながら当時のまま使い続けてるそうです。

ホットプレスで加工されてから、接着工程に入ったアーチトップのサイド部。




次に向かった先はネック・セクション!
Les Paulをはじめ、Byrdlandのネックとたくさんのネックを作成していました。

こちらは今年(2013年)から採用されているトラスロッドと指板が貼られる前のレスポールのネックです。

写真がピンボケしてわかり難くて申し訳ありません。左の黒い方が2012年までのトラスロッド、右側がチューブ・レスになった2013年のトラスロッドです。
トラスロッドの変更により、トラスロッドの効きも良くなり、サウンドにも変化をもたらしました。
2013年の11月に導入されたばかりのネックと指版を圧着させるマシン。

ネックにテンションをかけながらフレットの擦り合わせ、ナット調整、指板調整とデータを基にベストなセッティングするプレックマシン!



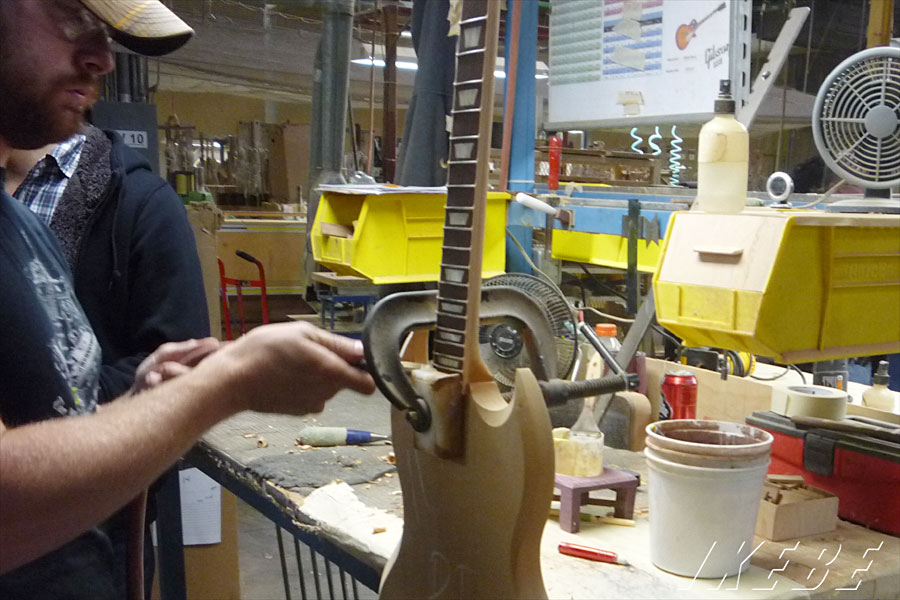
ネックとボディをジョイントさせる大切な作業は、丁寧に手作業で削りながら細かい調整をし行われています。


バインディングの接着!
バインディングを接着させるために紐を巻きつけ固定させるのですが、その作業を実際に目の当たりにすると写真から伝わる早さより、更に早いんです!職人魂を感じます!

接着後乾燥させているボディとネック。
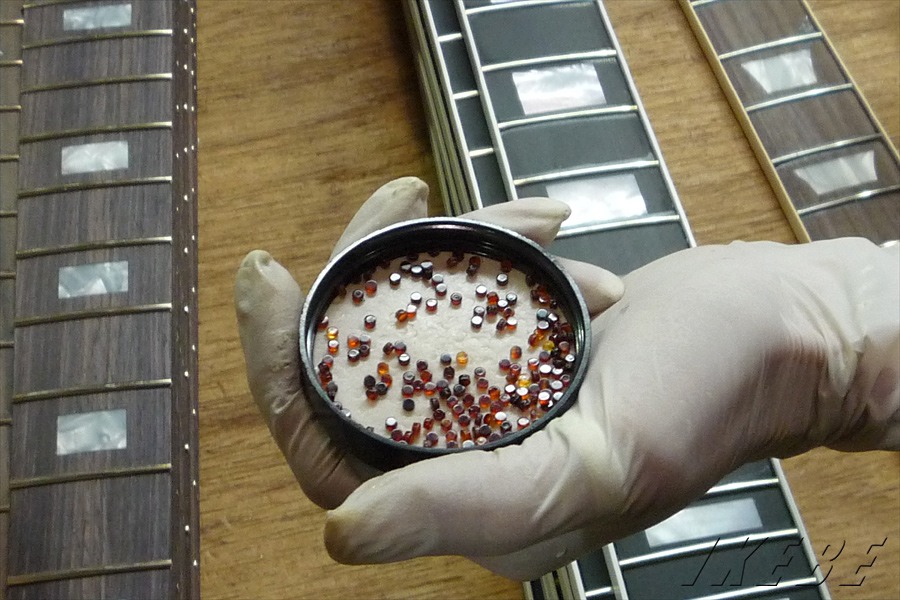

突然ですが、サイドドットを取り付ける作業を実演させていただきました!
職人さんが作業しているところを見ると、いとも簡単そうに見えるのですが、実際にやって見ると難しいんです!本当に難しいんです(涙)

トップのアーチをサンディングしているところです。こうして美しいアーチが描かれます。


バインディングにのった塗装を手作業で剥いでいるのですが、こちらもいとも簡単そうにスピーディーに、且つ綺麗に剥されているのですが私には絶対に出来ません!


こちらのファイナルアッセンブリーでピックアップやパーツ等のハードウェアが取り付けられ、最終調整が行われます。


そして全世界に向けて出荷され、皆様の手に届くのです。

こちらはファイナルアッセンブリーの隣にあるプロショップです。ここでは修理品のリペア・調整やアーチトップモデルの組み込み、最終調整等が行われております。


プロショップの一角でマスター・ルシアーのブルース・カンケル氏を発見!
ネックエンドの彫刻は芸術的で素晴らしいの一言です!
こうしてGibson Custom Shop Factory Tourが終了致しました。
Gibson USAへ訪問



Gibson USA工場にも訪問させて頂きました。カスタム・ショップとは規模が違う巨大なたたずまいで、世界のGibsonをマジマジと感じさせられます!


Gibson USA工場のファクトリーツアーは豊富な木材を加工するセクション。ウッドミルからスタート。木材の含水率などを調べ、大まかな大きさにカットします。


さらにカットし、ボディのブランクを作り、NCルーターでボディーのカービングを切り出します。

木材を乾燥させる窯です。窯の中の温度は100度ぐらいで、木材の含水率が約8%になるまで2週間から3週間かけて落とすそうです。完成したギターの鳴り、良い状態を保つためにも重要な工程となります。


ネックのブランクを作るには手作業で行われ、その後機械で大まかなネックを作り上げます。


ネックにウィング・ブロックを接着し、機械で削りだされるとギブソンらいしネックに変貌を遂げます。



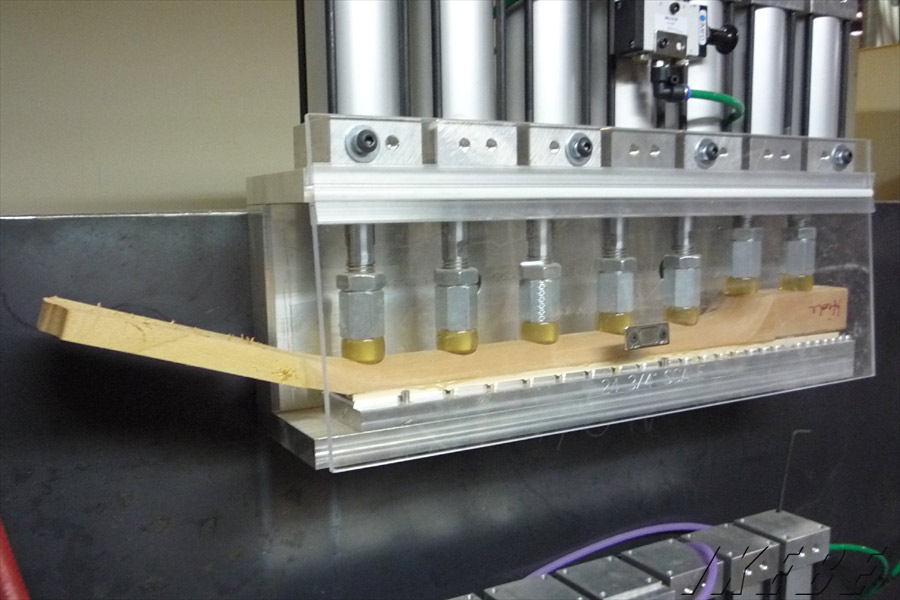
こちらがトラスロッドを仕込んだネックをプレスする機械です。


続きまして、隣の工場に移り案内して頂いたのがクリーニング・セクション。完成したギターの細かい埃や汚れを取り除きピッカピカにし、出荷出来る状態にします。




こちらはエレクトロニクス・セクションです。こちらではギブソン全ブランドのピックアップが作られています。
コイル巻き、ポールピースのはめ込み、ハンダ付けなど各セクションに別れ、専属の職人さんが作業をしていました。


こちらはアッセンブリー・セクションでポットなどが取り付けられ、ファイナル・アセンブリー・セクションではペグやノブなどのパーツが取り付けられていました。


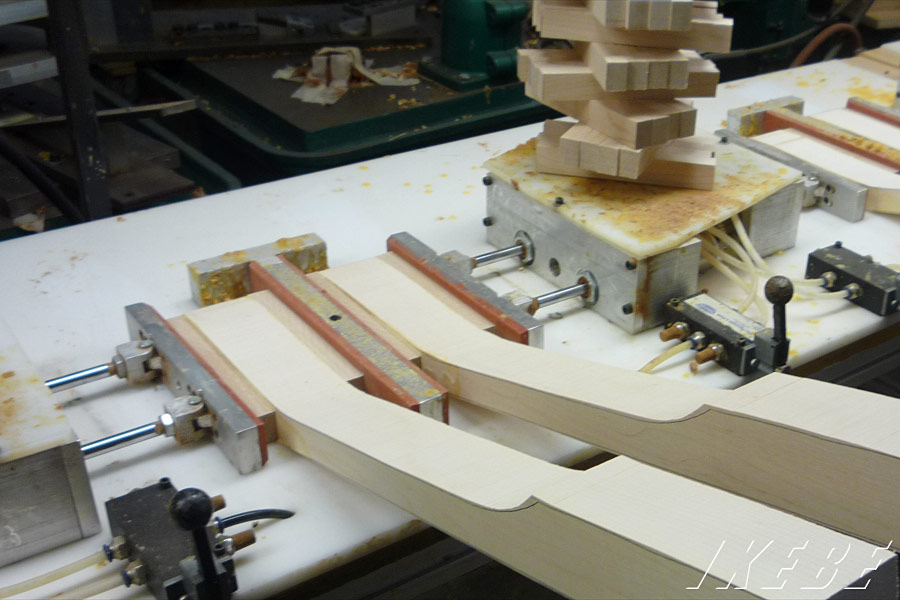
ウッドミルでベーシックな加工がされたボディとネックはネックラインとボディラインに分かれて更に細かな作業へと進みます。まずネックライン。機械で削り出された後に細かい部分は職人さんの手作業で行われていました

フレットの打ち込み作業です。職人さんがノリノリに手際良く正確に打ち込む様は圧巻でした!



ボディラインではバインディングをはめ込む溝を職人さんが手作業で削り出し、バインディングを巻き付け接着させています。
バインディングが接着するまで紐を巻きつけ固定するのですが、ものすごい速さで巻きつけられます!流石の一言です!


こちらは加工が進んだネックとボディを装着させるフィッティングエリアです。がっちりと固定され、Gibsonのネックとボディの振動伝達の秘訣はここにあるのでしょう!


NCルーターを使用し、ピックアップの穴あけが行われていました。


プレックマシーンの専用ルーム。なんと8台のマシーンがフル稼働中!マシーンルーム内はフレットの削れる音が鳴り響いてます!


フィニッシングエリア。ここでは1日約650本のギターの塗装が行われています。




わざわざ塗装のデモンストレーションを行って頂きました。見る見るうちにバーストが吹かれ、Gibsonの芸術的なフィニッシュの根源を見ることが出来ました。


こちらはバッフィング・セクションです。塗装後バフをあてる事で綺麗なフィニッシュに仕上がります。
こうしてGibson USA Factory Tourが終了致しました。
Gibson Custom Shop、USAと二日に渡り見学をさせて頂き、なぜ世界中のプレイヤーから愛されるギターやベースを作り続けられるのか納得がいきました。伝統を大切にしつつ、さらに良い楽器を作るために新しいものを取り入れ、職人さんたちの日々精進の精神が今のGibsonを作り上げているからでしょう。
特にCustom Shopでは手作業で行われる作業が多く、熟練の巧みな業を見せて頂きました。機械を導入しているのは、手を抜く為でも量産をする為でもなく、木工の精度を上げ、事故を防ぎより安全に良い楽器を作るために導入しているのです。
木材の選定から始まり、ギター1本が完成するまでに、たくさんの熟練の職人さんが真心込めて作り上げるているのです。